РАСЧЁТ ВЕРТИКАЛЬНОГО ЛЮФТА ПОЛЗУНА КРИВОШИПНОГО ПРЕССА
Методика расчёта вертикального люфта ползуна пресса К2130С (усилием 1000кН)
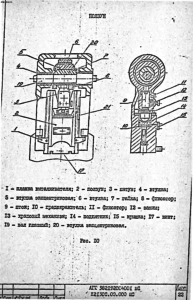
Для расчёта вертикального люфта в деталях кривошипно-ползунного механизма пресса К2130С и анализа полученных результатов предлагается произвести сложение максимальных допусков размерной цепи соответствующих деталей (см. репринт из [ 5, Рис. 10,Приложение 1]).В случаях соединения вал-втулка допуска будут складываться по модулю,как наибольшее расстояние между минусовым (для вала) и плюсовым (для втулки) допусками.
Расчёт предлагается произвести с использованием размеров и допусков на детали ,взятыми из [ 5 ].
Также, как альтернативный источник для определения вертикального люфта ползуна пресса предлагается произвести расчёт соответствующих допусков ,согласно вышеописанной методике ,но с учётом погрешностей измерения нутромером (для втулки) и микрометром (для вала) ,указанных в [ 2, 3].
Таблица 1
Исходные данные для расчётов[ 5,Рис.10]
|
№ п/п |
Наименование детали; материал |
Размеры по чертежу[ 5 ],мм |
Средство измерения |
Погреш- ность средства измерения, мм |
|
1. |
Втулка;Бронза О5Ц5С5 ГОСТ 613-79 |
Ø160(+0,01)*ø180(+0,08)*175 мм |
Нутромер НИ 160-250-1 ГОСТ 868-82 |
±0,01 мм |
|
2. |
Втулка;Бронза О5Ц5С5 ГОСТ 613-79 |
Ø140(+0,01)*ø160(+0,08)*195 |
Нутромер НИ 100-160-1 ГОСТ 868-82 |
±0,01 мм |
|
3. |
Втулка;Бронза О10Ф1 ГОСТ 613-79 |
Ø335(+0,04)*ø350(посадка с натягом)*155 |
Нутромер НИ 250-450-1 ГОСТ 868-82 |
±0,01 мм |
|
4. |
Втулка эксцентриковая; Сталь 45 ГОСТ 1050-74 |
ø335(посадка с натягом)*ø180(+0,08) мм |
Нутромер НИ 250-450-1 ГОСТ 868-82 |
±0,01 мм |
|
5. |
Главный вал;Сталь 40Х ГОСТ 4543-71 |
Ø160(-0,014/-0,003)*ø140(-0,043)*1084±0,7 мм |
Микрометр МК 175-1 ГОСТ 6507; Микрометр МК 150-1 ГОСТ 6507 |
±0,003 мм; ±0,003 мм |
|
6. |
Шток(регулировочный винт);Сталь 45 ГОСТ 1050-74 |
Ø160(-0,043/-0,083) мм |
Микрометр МК 175-1 ГОСТ 6507 |
±0,003 мм |
|
7. |
Подпятник(сфера);Чугун СЧ25 ГОСТ 1412-79 |
Ø160(+0,04) мм |
Обеспечивается технологией изготовления |
Пример расчета:
рассчитать суммарный вертикальный люфт (сложением допусков ) согласно
[ 5, Рис. 10] и данных Таблицы 1;
а) Втулка (поз.3, Таблица 1)- Втулка эксцентриковая (поз.4, Таблица 1):
Втулка Ø350 наружный (посадка с натягом в головке шатуна)-зазор нулевой;
Втулка Ø335 внутренний(+0,04)-сопрягается с наружным
Ø335 Втулки эксцентриковой(соединение с натягом), т.е. зазор (+0,04) мм не учитывается;
Втулка эксцентриковая Ø180 внутренний (+0,08) мм;
б) Втулка (поз.1, Таблица 1) – Главный вал (поз.5, Таблица 1):
Втулка Ø180 наружный(+0,08/0) мм – сопрягается со
Втулкой эксцентриковой Ø 180 внутренний (+0,08) мм;
Втулка Ø160 внутренний (+0,01) мм сопрягается с шейкой
Главного вала Ø160(-0,014) мм ;
в) Втулка (поз.2, Таблица 1) — Главный вал (поз.5, Таблица 1):
Втулка Ø160 наружный(+0,08) мм – сопрягается с
выточкой Ø160 внутренний(+0,08) мм;
Примечание:
возможно также сопряжение с другим конструктивным
элементом ,фиксирующим наружный Ø160 Втулки (поз.2, Таблица 1)
Втулка Ø140 внутренний (+0,01) мм сопрягается с шейкой
Главного вала Ø140(-0,043) мм ;
г) Шток (поз.6, Таблица 1) – Подпятник (поз.7, Таблица 1):
зазорами в резьбе М100 Штока пренебречь;
Ø160 наружный(-0,083) мм Штока —Ø160 внутренний(+0,04) мм Подпятника.
ИТОГО:
0,08+0+0,08+0,01+|-0,014| +0+0,08+0,01+0,043+|-0,083|+ 0,04=0,44 мм
Таблица 2
Расчётные значения максимального , минимального (по чертежам деталей) и максимального ,измеренного с учётом погрешности средства измерения вертикального люфта ползуна
|
№ п/п |
Максимальный расчётный люфт |
Минимальный расчётный люфт |
Максимальный люфт с учётом погрешности средства измерения |
|
1. |
0,44 мм |
0,003 мм (Ø160 (-0,003) мм)-минимальный минусовой допуск Главного вала;все остальные допуска (0) мм |
0,509 мм |
ВЫВОДЫ:
По результатам проведённой автором публикации расчётной работы установлены значения суммарного вертикального люфта ползуна для пресса К2130С усилием 1000 кН. Для обоснования влияния технического состояния кузнечно-прессового оборудования (КПО) на брак при штамповке деталей проведён обзор действующих нормативных источников и анализ работ [ 1,4,6,7].
Причинами отклонений при работе КПО от номинального усилия согласно
требований [ 1 ] является несоответствие значения наименьшего пути ползуна до его крайнего нижнего положения ,на котором пресс развивает номинальное усилие (наименьшей технологической работы пресса).
Для пресса К2130С усилием 1000кН наименьший путь ползуна согласно[ 1 ]:
— при непрерывных ходах — 2,5 мм;
— при одиночных ходах – 5,0 мм.
Т.е. для обеспечения качества холодноштамповочных операций необходимым является выполнение условия ,при котором суммарный вертикальный люфт ползуна не будет превышать значений 2,5 и 5,0 мм при непрерывных и одиночных ходах соответственно.Оптимальными значениями вертикального люфта ползуна автор публикации предлагает считать 0,8-1,0 мм и 1,6-2,0 мм для непрерывных и одиночных ходов пресса соответственно.
Влияние отклонения значения вертикального люфта ползуна сказывается в значительной мере на разделительных (вырубка и т.д.) и в меньшей степени на формообразующих (вытяжка и т.д.) операциях [ 4,6,7] .
ИСПОЛЬЗОВАННЫЕ ИСТОЧНИКИ:
1.ГОСТ 9408-89 (СЕ СЭВ 1828-79,СЕ СЭВ 3862-82).Прессы однокривошипные простого действия открытые.Параметры и размеры.Нормы точности
(с Изменением № 1).
2.ГОСТ 868 -82.Нутромеры индикаторные с ценой деления 0,01 мм.Технические условия (с Изменениями № 1,2,3).
3.ГОСТ 6507-90.Микрометры .Технические условия (с Изменением № 1).
4.Платонов Г.Н., Мансуров И.З., Методы и средства технического диагностирования кузнечно-прессового оборудования. Обзор ., М., НИИмаш, 1984 г., с. ил.
5.Пресс специальный однокривошипный открытый простого действия усилием 1000 кН модели К2130С.
Паспорт АГЮ 382192004001 ПС.
К2130С.00.000 ПС.
6.Справочник по холодной штамповке.Романовский В.П. Л.,”Машиностроение”.1971 г. стр. 782.
7.Северденко В.П., Овчинников П.С., Розенберг С.Э. Брак в листовой штамповке.Минск.”Наука и техника”,1973, стр.168.
Автор публикации admin. Ссылка на источник публикации в сети INTERNET
www.forging2018.ru обязательна. Дата публикации – (25.12.2018).
ПРИЛОЖЕНИЕ 1